| 技術情報2023/08/31
今回の設計のお役立ち情報は 『はめあい』 について発信していきます。
まず、『はめあい』 とは何か?
について、考察していきたいと思います。
はめあいは、穴と軸 の取合いの様に 精度(公差)が求められます。
公差の関係は、大きく分けて、3種類に分類されます。
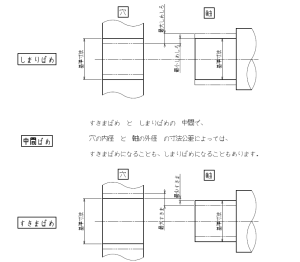
➀『すきまばめ』 :穴と軸が常にすきまがある関係。 (穴径>軸径)
②『中間ばめ』 :公差により、わずかなすきま or しめしろが生じる関係。
③『しまりばめ』 :穴と軸に常にしめしろがある関係。 (穴径<軸径)
おおまかではありますが、H(h)が基準の寸法になります。
一般的に 『中間ばめ』 はH7(穴)に対してh6(軸)付近の組合せで行うことが多い様です。
今回その中でも 『しまりばめ』 について深堀していきたいと思います。
文献によっては、『焼き嵌め』とも言います。
※以下 『焼き嵌め』ということばで表現します。
ここでこんな疑問を持たれた方は鋭い視点をお持ちの方です。
Q.どうして穴径の大きさ より 大きい軸径を取付けることができるのか?
その答えを解説していきます。
『焼き嵌め』とは穴に軸をはめ込む手法を示します。
穴の開いた部品を加熱熱膨張させることにより 穴を大きくして軸を通します。
その後常温に戻ると固く結合することができます。穴を均一に加熱することでサイズを
広げ軸を簡単に穴の中に入れる事ができます。
その後冷却することにより穴が元のサイズに縮み摩擦力により強く接合されます。
『焼き嵌め』 をすると固く結合するので外れないというメリットがありますが、
逆にとれないことにより損傷させない限り交換が困難になるというデメリットもあります。
使用している具体例を挙げますと 以下の様になります。
・軸受けや他のベアリング等回転体部品
・高速ピストン軸受け などなど・・・
要約すると、強固にトルクを伝える様なもの その場合に使用することが多い様です。
回転による内輪の離脱を防ぐため軸に対して大きい 『しめしろ』 が必要になります。
どのくらい温度を上げれば膨張するかを考える時は線膨張係数から計算いたします。
参考に100mmの内径のベアリングを100K(℃)上げるとどのくらい大きくなるか計算すると、
鉄の線膨張係数11.8×10-6/Kより 11.8×10-6(/K)×100(mm)×100(K)=0.118mm
これを覚えにくい方は、
1メートルの長さのものを100℃の熱を加えると凡そ1mm伸びるという感覚を身につけておきましょう!
加熱するための方法としてベアリングをバーナーであぶり、ホットプレートや誘導加熱による方法があります。
バーナーの場合は全体を均一に当てないと温度が不均一になり穴径が均一に広がらず、
かじり着く場合があるので注意する必要がある様です。
誘導加熱方式は均一に温めることができ安全ですが、装置の金額高価になります。
経済設計を見極める必要がありますね。
その後、穴(ボス)に軸を差し込むわけですが
軸を冷やすことによる 『冷やしばめ』 というやり方もある様です。
ベアリングの穴径よりも軸を小さくして通すことになります。
ドライアイスで冷やすのが一般的の様です。
ドライアイスが-79℃までしか下げることができないので、100℃位の温度差までしかできません。
ベアリングやギヤの大きさや、はめあい公差によって、いろいろな方式を検討してみて下さい。
今回は、以上となります。
次回も新情報を発信させて頂きます。是非楽しみにして下さい。
設計事業グループ / 深澤
TECHNICAL ENGINEERING GROUP(設計事業グループ)
|

